
想要更直观地感受铜止水【打孔波纹管】闪电发货产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:铜止水【打孔波纹管】闪电发货的图文介绍


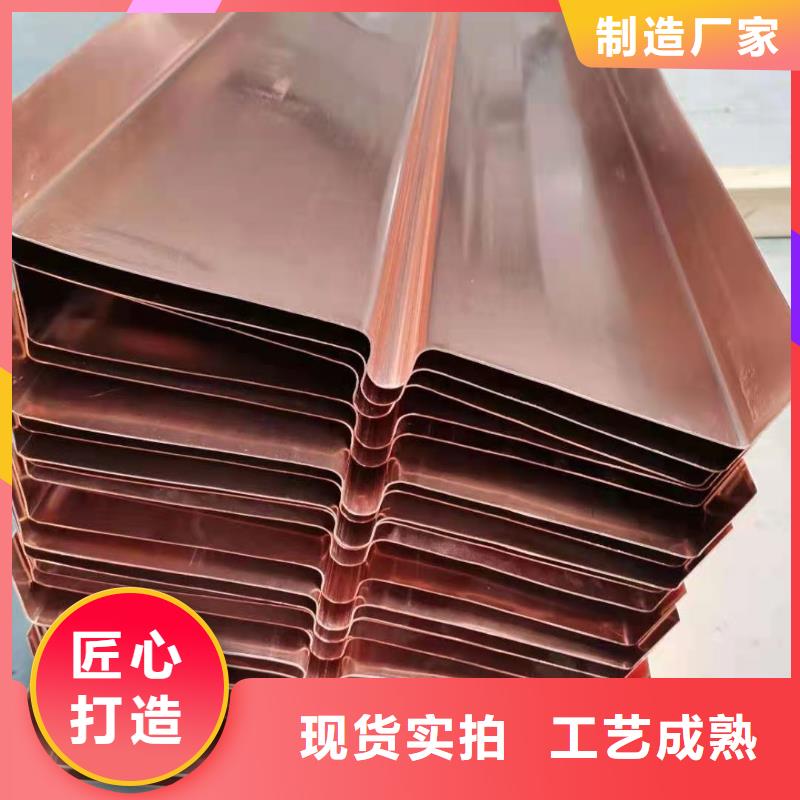
铜止水 止水铜片根据不同定义分类有多种方法,今天重点跟大家谈谈根据设计安装方向来区分的水平止水、垂直止水、弧形止水他们三者之间的区别,具体在什么地方使用主要取决于该水利工程的具体止水功能与位置,无论是何种建筑物,都需要设置防渗系统,而止水铜片是防渗系统中的基础工程。 止水铜片的水平止水是指:将紫铜铜止水材料安装在水平地面上的安装方式,如道路止水系统以及屋面止水,施工缝设置在底板或者是垂直墙面以及水平地面连接处的止水系统; 止水铜片的垂直止水是指:施工缝设置在墙上的止水系统; 止水铜片的弧形止水是指:安装在涵洞、隧道、船闸等拱形处的止水系统。 水利工程建筑结构各有千秋,不同位置的防渗系统也不尽相同,要做好止水铜片的设计至关重要,止水铜片通 常埋在水工建筑底部或中部、侧面,是关乎整个工程的基础建设,这里我们分特殊性止水铜片设计和普通性止水铜 片设计两大类。 普通性止水铜片通常是指水平止水,根据水工建筑物防渗区域的尺寸选择止水铜片,为了镶嵌牢固一般选择加 工成W型或F型即可使用。而特殊性止水铜片就包含了变形性止水片,特殊性止水铜片其一是指垂直止水、圆弧形止 水,他们都是根据建筑物形状和位置来确立的止水形状。 其二是指针对变形可能性较大的地区而使用,比如地震带,地壳活跃区域,那么就需要使用变形性止水铜片,而根据变形大小,又可分为中部变形型止水铜片波形止水铜片。即在止水铜片的中部设置类似鼻子形状的拱形,这个拱形俗称“鼻子”,这个“鼻子”会使止水铜片有可伸缩的部分,可吸收接缝位移,减小由于接缝位移对止水铜片的影响,“鼻子”宽度和高度的确立需要根据接缝位移的多少来设计。波形止水铜片原理和设计与变形性止水铜片相同,但使用位置不相同,根据面板堆石坝周边等大变形特点而定制的,它也是安装在接缝的表面,其波数和波尺寸同样是根据接缝位移的大小而设计.



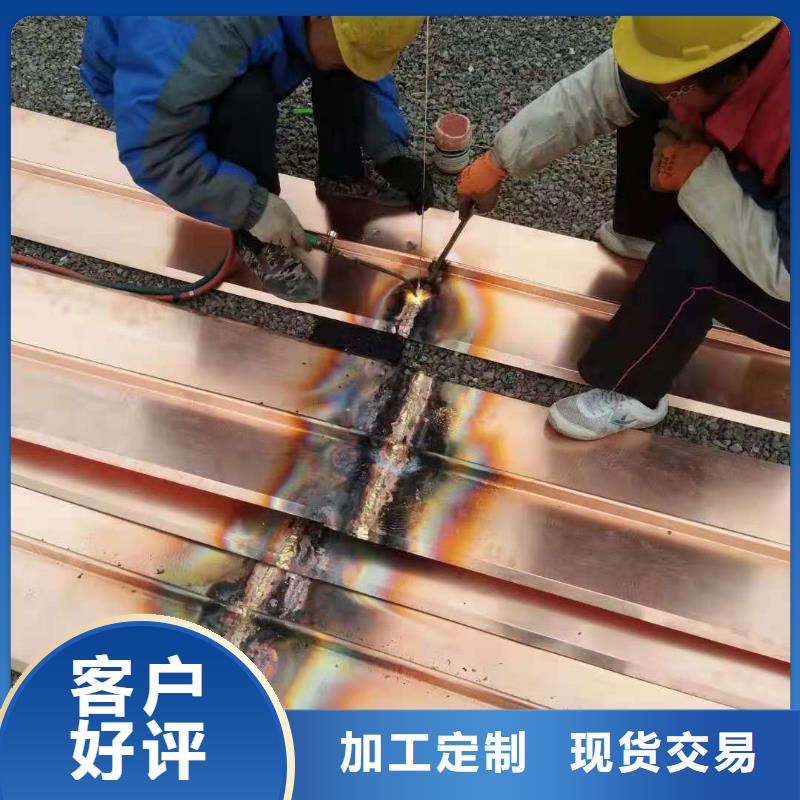
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。 止水接头现场焊接施工工艺及方法 铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在 焊粉中,焊粉采用气剂301. B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷; 或砂纸去除表面油污和吸附的气体。 C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成 脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。 D、焊前首先将焊件预热:预热温度为400 500‘C。 E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷, 同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。

施工缝是因施工组织需要而在各施工单元分区间留设的缝。铜止水施工缝并不是一种真实存在的“缝”,它只是因后浇注混凝土超过初凝时间,而与先浇注的混凝土之间存在一个结合面,该结合面就称之为施工缝。因混凝土先后浇注形成的结合面容易出现各种隐患及质量问题,因此,不同的结构工程对施工缝的处理都需要慎之又慎。 沉降缝是上部结构各部分之间,因层数差异较大,或使用荷重相差较大;或因地基压缩性差异较大,总之一句话,可能使地基发生不均匀沉降时,需要设缝将结构分为几部分,使其每一部分的沉降比较均匀,避免在结构中产生额外的应力,该缝即称之为“沉降缝”。铜止水 若建筑物平面尺寸过长,因热胀冷缩的缘故,可能导致在结构中产生过大的温度应力,需在结构一定长度位置设缝将建筑分成几部分,该缝即为温度缝。对不同的结构体系,伸缩缝间的距离不同,我国现行规范《混凝土结构设计规范》GB50010-2002对此有专门规定。 可见,除了施工缝,其余两种缝均是真实存在的缝隙。《建筑抗震设计规范》GB50011-2001规定:对有抗震设防要求的建筑物,沉降缝和伸缩缝的宽度都必须满足抗震缝宽度的规定。所谓抗震缝,是因为建筑物平面不规则,或竖向不规则,而对结构抗震不利,而设缝将结构分为若干部分。 由此可见,施工缝受到施工工艺的限制,是按计划中断施工而形成的接缝。混凝土结构由于分层浇筑,在本层混凝土与上一层混凝土之间形成的缝隙,就是常见的施工缝。所以并不是真正意义上的缝,而应该是一个面;而沉降缝是为了克服结构不均匀沉降而设置的缝,须从基础到上部结构完全分开; 伸缩缝是为克服过大的温度应力而设置的缝,基础可不断开; 抗震缝是为使建筑物较规则,以期有利于结构抗震而设置的缝,基础可不断开。


铜止水带的质量控制 (1)铜止水片(带)的定位装置,必须经监理人检查认可后,方可进行混凝土浇筑。 (2) 铜片止水接头焊接质量须进行检查,监理人认为必要时,须进行渗油检验,合格后应将其油污清洗干净。 (3) 模板架立应牢固,止水片两侧模板须采用“Q”形支撑或其它支撑结构,以避免因模板变形而导致错台和漏浆。 铜止水 (4) 止水铜片处宜采用整块特制专用模板,以保证止水片定位 牢固和接缝处不漏浆。 (5) 浇筑过程中避免大骨料在止水片(带)部位聚集,并仔细 振捣,保证止水片(带)结合处混凝土密实。 (6) 合理安排浇筑和振捣程序,注意避免在止水片(带)处泌水集中。 (7) 在混凝土浇筑过程中,承包人应安排专人巡视、管理。监 理人应加强对止水部位的检查,如发现跑偏,应指令承包人及时纠正。 (8) 注意铜止水片(带)下部混凝土的回填密实,合理采用斜插



梧州兴泰工程材料有限公司位于高新区,主营【排水盲管】制造,厂家于2016年正式注册成立。多年以来,厂家本着为客户提供更好的【排水盲管】产品和服务思想,专注于【排水盲管】设计、制造,与全国200多个【排水盲管】客户建立了长期合作关系。


铜止水片(是由紫铜或纯铜生产加工而成),铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现安全事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。



